列印大型物件時,就有較高機率碰到斷料或跳電,整個重印又太浪費線材和時間。今天就來嘗試修改gcode檔,從中斷點續印。
以下教學使用的設備是創想Ender-3 S1,切層軟體為Cura 5.6.0。
重要
開機後,若要操作軸移動,會有回原點的行為,就有撞到物件的風險。就算沒有撞到,當設備用Z軸的撞針撞到物件的話,就為將該位置視為Z軸的平面,Z軸設定就會跑掉,因此開機前要將物件先移走。我的作法是撞針下去前才將平面的一角放上去,讓Z軸可以正確測量和設定。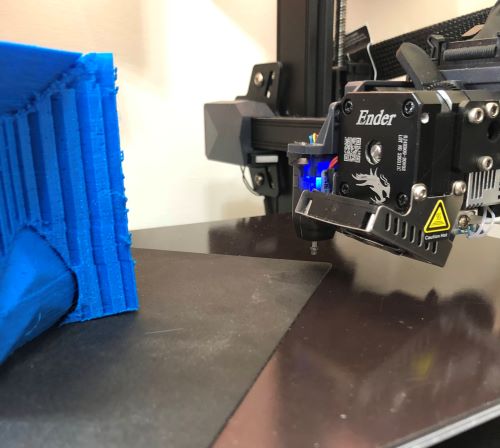
找到中斷點Z軸高度
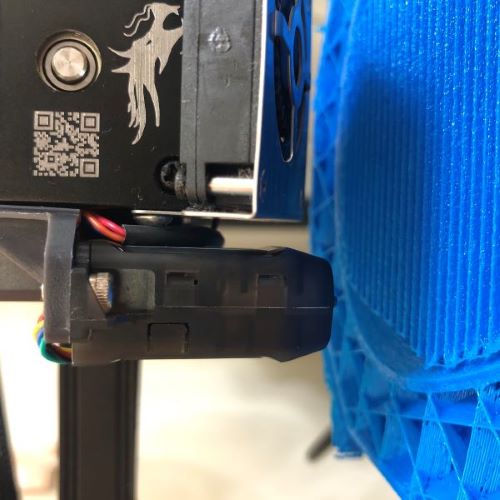
在噴嘴冷卻且沒殘料的情況,讓噴嘴移動到物件上方,同時利用A4紙確認不會太緊也不會太鬆。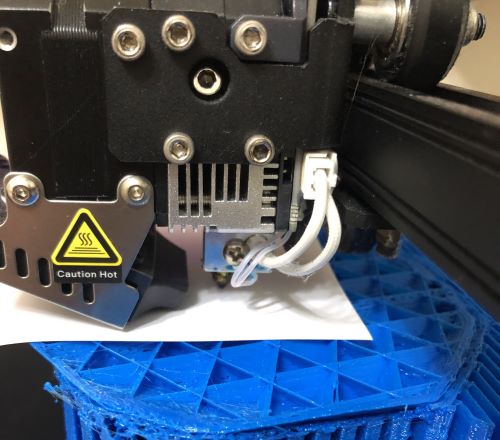
接著記住Z軸的高度。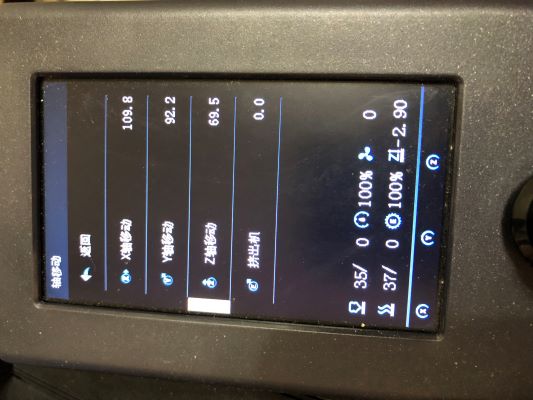
修改gcode
使用文字編輯器打開gcode檔,搜尋剛才測量到的高度Z69,將游標停在上一行。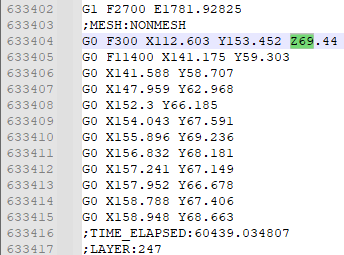
在找到中斷點後,接著回到文件最上方,搜尋第一個XYZ座標軸,位於M107的下一行,此為第一個正式列印指令。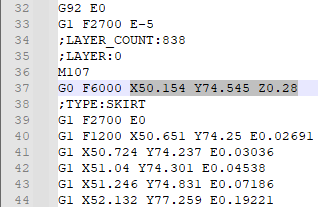
按住Shift,點選第一個正式列印指令,即可選取好已完成列印部分,再直接按刪除。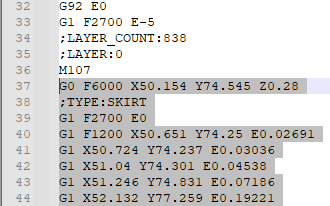
接著找到E進料指令,因使用的切層軟體為Cura,它是累進計算的,此處找到的中斷點後第一個正式進料指令為E1786.92825,意思是從最一開始到該指令總共會擠出1786.92825的線材。要在前面加上一行G92 E1786.92825,讓設備知道上次擠出已累計到多少。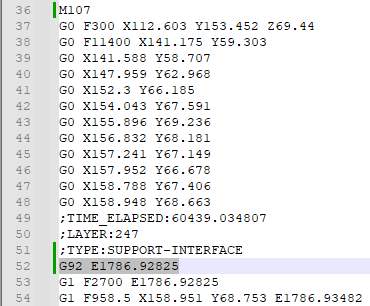
再來找列印物件前,會在邊邊來回一趟畫直線並吐料的行為,此行為會有機會撞到物件,要註解掉,在前面加上;即可。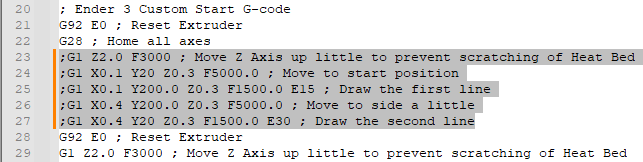
看到上一行G28為XYZ歸零指令,等同於回原點的行為,要改成G28 X0 Y0,表示只針對XY做歸零。這個蠻重要的,若不修改,有高機率撞到物件。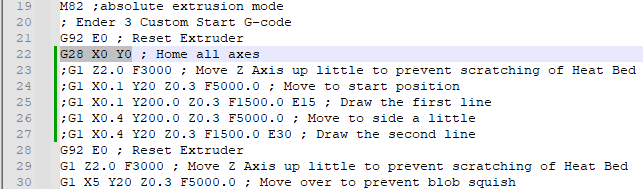
最後找到第一個運行Z軸的指令,將其修改成Z69.44,讓噴嘴列印前先移動到適當高度,避免正式列印時撞到物件。
下一行原本功用是移動一小段,避免擠出料卡在同一處,不再需要用到,註解掉即可。
存檔後便可開始測試。
再次提醒
修改過程難免會因不熟悉指令而設定錯誤,讓噴嘴去撞物件,趕緊關掉總電源即可。
只要有關機過,下次開機會有回原點的行為,所以一定要將物件先移走。
物件在的時候,也千萬不要操作回原點的行為,會打亂原本Z軸的設定。
如果只是缺料,設備並未重開機,只要gcode有修正好,便不需要先移走物件。
參考資料